

Introduction
In the food industry, safety, consistency, and efficiency are non-negotiable requirements. Every manufacturer, whether producing flour, sugar, spices, or dairy products, must meet strict quality standards while maximizing productivity. One piece of equipment that plays a pivotal role in achieving these goals is the vibrating screen machine. These specialized screening devices ensure that food ingredients are uniform in size, free of contaminants, and ready for further processing. In this comprehensive guide, I will explore why vibrating screen machines are essential in the food sector, their main applications, advantages, and the latest innovations shaping the future of food-grade screening.

What Makes Vibrating Screens Ideal for the Food Industry
Vibrating screens designed for food processing are not the same as those used in mining or construction. They must meet stringent hygiene and safety requirements. Here are some key features that make them ideal:
- Food-Grade Stainless Steel Construction – Most food vibrating screens are made from 304 or 316L stainless steel. These materials are corrosion-resistant, easy to clean, and safe for contact with food.
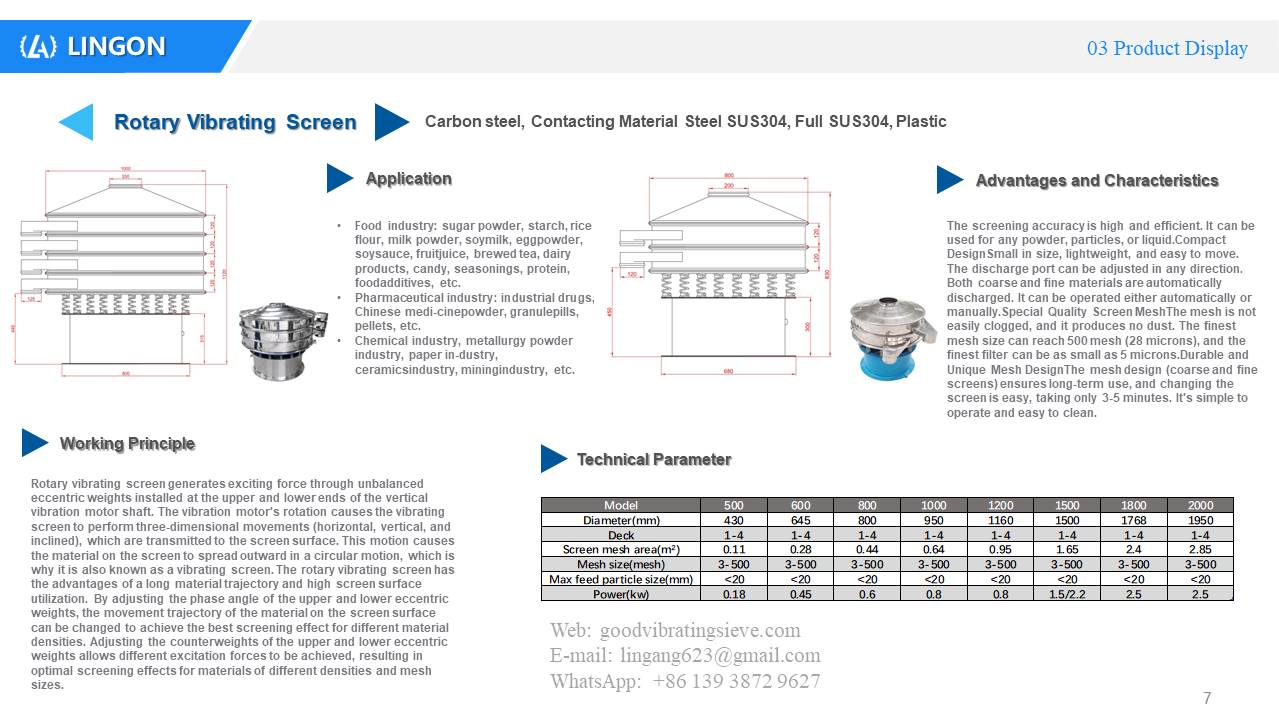
- Precision Separation – By using fine mesh screens, these machines ensure consistent particle sizes. This is crucial for products like flour, powdered milk, or spices, where texture directly impacts taste and quality.
- Easy Cleaning and Maintenance – Many food vibrating screens are designed for quick disassembly, making cleaning and sanitation simple. Some models even support CIP (Clean-in-Place) systems.
- Compliance with Standards – High-quality food-grade screens comply with global safety certifications such as HACCP, FDA, and CE.
These attributes allow vibrating screens to meet the rigorous demands of modern food production while maintaining efficiency.
Applications in Food Processing
Vibrating screen machines are widely used across multiple food categories. Below are some of their most common applications:
Flour Screening
In flour mills, rotary vibrating screens are used to remove lumps, impurities, and oversized particles. This ensures a smooth, uniform flour texture that enhances baking performance and consistency.
Sugar and Salt Processing
Whether in granulated or powdered form, sugar and salt must be screened to achieve uniform sizes. Vibrating sieves help eliminate clumps caused by moisture and ensure product flow during packaging.
Spices and Seasonings
For spices such as pepper, cinnamon, and chili powder, vibrating screens guarantee consistent particle size. This is critical for flavor distribution in food products.
Coffee, Cocoa, and Tea
From coffee beans to cocoa powder and dried tea leaves, vibrating screens help separate fine particles, remove dust, and ensure a clean, uniform product ready for consumption or packaging.
Dairy Powders
Products like milk powder, whey protein, and casein require fine screening to ensure uniformity and prevent contamination. Vibrating screens handle these delicate powders without altering their properties.
Liquid Filtration
Not limited to dry powders, vibrating screens are also used for filtering liquids such as juices, sauces, and dairy-based beverages. Fine mesh filters remove impurities, ensuring product clarity and safety.
By adapting to diverse food materials, vibrating screens support quality assurance across the entire food production spectrum.
Advantages for Food Manufacturers
Investing in vibrating screen technology brings multiple benefits to food manufacturers:
- Improved Efficiency – High-capacity vibrating screens can process large volumes quickly, reducing production bottlenecks.
- Enhanced Product Quality – Consistent particle size ensures uniform taste, texture, and appearance in the final product.
- Food Safety Assurance – Contaminants such as foreign particles or oversized granules are efficiently removed.
- Cost Savings – Automated screening reduces the need for manual labor while minimizing waste.
- Flexibility – Vibrating screens can be customized with multiple layers for different separation needs, accommodating a wide range of food products.
- Durability – Built from robust stainless steel, these machines withstand continuous operation in demanding production environments.
For any food manufacturer aiming to scale production while maintaining strict quality control, vibrating screen machines are a valuable investment.
How to Select the Right Vibrating Screen for Food Applications
Not all vibrating screens are equal, and choosing the right model depends on specific food processing needs. Here are key considerations:
- Material Compatibility – Opt for 316L stainless steel if your process involves highly acidic or corrosive ingredients.
- Screen Layers – Single-layer screens are sufficient for basic separation, while multi-layer screens allow for complex grading of multiple particle sizes.
- Mesh Size – Select the appropriate mesh size to achieve the desired particle consistency, whether for fine powders like flour or coarser granules like sugar.
- Hygiene Design – Machines with easy disassembly, smooth surfaces, and CIP systems simplify cleaning and reduce downtime.
- Capacity Requirements – Match the machine’s throughput to your production volume to avoid inefficiencies.
- Compliance Standards – Ensure the machine meets international certifications (HACCP, FDA, CE) to meet regulatory demands.
By carefully assessing these factors, food manufacturers can choose the right vibrating screen that balances performance, hygiene, and cost.
Innovations in Food-Grade Screening Technology
The food industry is evolving rapidly, and so is screening technology. Some of the most notable innovations include:
- Self-Cleaning Screens – Prevent clogging and improve throughput by automatically dislodging stuck particles.
- Dust-Proof and Sealed Designs – Prevent contamination and reduce airborne particles, improving workplace safety.
- Low-Noise Operation – Advanced damping technology reduces noise levels, ensuring a quieter and safer production environment.
- Energy-Efficient Motors – Newer vibrating screens consume less energy while maintaining high output.
- Smart Monitoring Systems – Sensors and automation allow real-time monitoring of vibration frequency, amplitude, and screening efficiency.
These innovations not only improve efficiency but also support sustainability and compliance in modern food manufacturing.
Conclusion
In food processing, where quality and safety are paramount, vibrating screen machines play an indispensable role. From flour and sugar to dairy powders and sauces, these machines ensure consistency, eliminate contaminants, and enhance production efficiency. With food-grade stainless steel construction, hygienic design, and compliance with global standards, vibrating screens are the backbone of reliable and scalable food manufacturing.
By investing in the right vibrating screen and leveraging the latest innovations, food manufacturers can stay ahead of competitors while maintaining the trust of consumers. As the demand for safe, high-quality food products continues to rise, vibrating screen machines will remain a cornerstone of efficient and sustainable food production.