

Introduction
The sugar industry is one of the oldest and most vital sectors in global food production, with applications spanning from household sweeteners to large-scale industrial uses in beverages, confectionery, and pharmaceuticals. Sugar processing requires strict control over particle size, purity, and consistency to meet consumer and regulatory standards. Vibrating screen machines play a crucial role in sugar manufacturing, from refining raw cane or beet sugar to classifying sugar powders and filtering syrups. This article explores how vibrating screens support the sugar industry, their key benefits, and the latest technological innovations driving efficiency and quality.
Why Vibrating Screens Are Essential in Sugar Processing
The production of sugar involves multiple stages where precision and purity are critical. Vibrating screens provide essential functions by ensuring:
- Accurate Particle Size Distribution – Guarantees uniform sugar crystals and powders for consistent texture and solubility.
- Impurity Removal – Screens out unwanted fibers, contaminants, and oversized particles from raw sugar and refined batches.
- Efficiency in Syrup Filtration – Ensures syrup purity by removing suspended solids during processing.
- Versatility – Handles raw, refined, and powdered sugar, as well as molasses and syrups.
- Compliance with Food Safety Standards – Meets hygiene requirements for food-grade processing equipment.
These functions make vibrating screens indispensable for sugar refineries and food producers worldwide.
Applications in the Sugar Industry
Vibrating screen machines are integrated at multiple stages of sugar processing:
Raw Sugar Processing
After extraction from sugarcane or sugar beet, raw sugar undergoes clarification and crystallization. Vibrating screens classify sugar crystals, removing impurities and ensuring consistent quality for refining.
Refined Sugar Production
During refining, vibrating screens separate fine particles from oversized crystals, producing uniform refined sugar ideal for food and beverage applications.
Powdered Sugar (Icing Sugar)
Powdered sugar requires ultra-fine particle sizes for smooth texture in baking and confectionery. Vibrating screens prevent agglomerates, delivering consistent quality.
Syrup Filtration
In liquid sugar and syrup production, vibrating screens act as filtration units, removing suspended solids and guaranteeing clarity.
Specialty Sugars
Brown sugar, demerara, and other specialty sugars benefit from precise screening to achieve unique textures and appearances.
Advantages for Sugar Manufacturers
The adoption of vibrating screen machines provides numerous benefits:
- Improved Product Quality – Ensures consistent crystal and powder sizes for better consumer satisfaction.
- Increased Efficiency – Automates classification and filtration, reducing manual intervention.
- Food Safety Compliance – Stainless steel and hygienic designs meet strict sanitation standards.
- Cost Savings – Reduces waste and improves processing yield.
- Versatility – Adaptable for both solid and liquid sugar applications.
- Worker Safety – Enclosed systems minimize dust exposure from fine sugar powders.
Choosing the Right Vibrating Screen for Sugar Applications
Selecting the appropriate vibrating screen is vital for sugar producers:
- Mesh Size – Fine meshes are essential for powdered sugar; coarser meshes suit raw and refined sugar crystals.
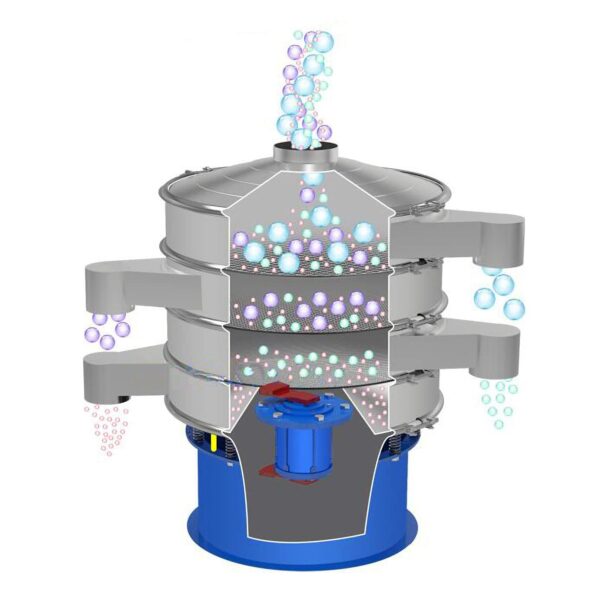
- Multi-Layer Screening – Enables classification of different particle sizes in one operation.
- Material Construction – Food-grade stainless steel prevents contamination and resists corrosion.
- Dust Control Features – Sealed units minimize sugar dust, a potential explosion hazard.
- Capacity Requirements – Balances high production volumes with precision in classification.
- Hygienic Design – Easy-to-clean components ensure compliance with HACCP and FDA standards.

Technological Innovations in Sugar Screening
Recent advancements are enhancing the performance of vibrating screens in sugar processing:
- Ultrasonic Screening – Prevents mesh clogging when processing fine powdered sugar.
- Dust-Tight Enclosures – Improve plant safety and reduce explosion risks.
- Automated Monitoring Systems – Provide real-time control of particle size distribution.
- Energy-Efficient Drives – Lower power consumption while maintaining high throughput.
- CIP (Clean-in-Place) Systems – Enable rapid and hygienic cleaning, crucial for food-grade processing.
These innovations align with the sugar industry’s drive for higher efficiency, safety, and product consistency.
Conclusion
From raw sugar processing to powdered sugar classification and syrup filtration, vibrating screens deliver the precision, purity, and efficiency needed to meet global demand. They ensure sugar products are free of impurities, maintain consistent quality, and comply with food safety regulations.
As consumer expectations for quality and safety grow, and as the industry moves toward greater automation, vibrating screens will remain indispensable in sugar processing. For sugar manufacturers seeking to optimize efficiency and maintain a competitive edge, investing in advanced vibrating screen technology is an essential step toward sustainable and profitable production.