

Welcome to an insightful journey into the world of vibrating screens tailored specifically for food processing. In this guide, we’ll explore the diverse types of vibrating screens available, each designed to enhance efficiency and ensure the utmost in food safety. From understanding the pivotal role these screens play in optimizing production to delving into successful case studies of their implementation, we aim to equip you with expert advice that empowers your decision-making process. Whether you’re navigating the nuances of screen types, seeking efficiency enhancements, or drawing inspiration from real-world successes, this comprehensive overview promises to illuminate every facet. Join us as we uncover the essential strategies and innovations shaping the future of food processing through vibrating screens.

Types of Vibrating Screens for Food Processing:
Vibrating screens are essential equipment in the food processing industry, designed to efficiently separate and sort materials to ensure product quality and safety. Understanding the different types of vibrating screens available is crucial for selecting the most suitable option for your specific application:

- Circular Vibrating Screens: These screens employ a circular motion, typically used for separating bulk solids from liquids or segregating materials by size. They are versatile and widely used in food processing for their efficient performance and ease of maintenance.
- Linear Vibrating Screens: Known for their linear motion, these screens are ideal for high-capacity screening applications where precise control over particle size distribution is required. They excel in handling fine materials and are often used in grading and dewatering processes.
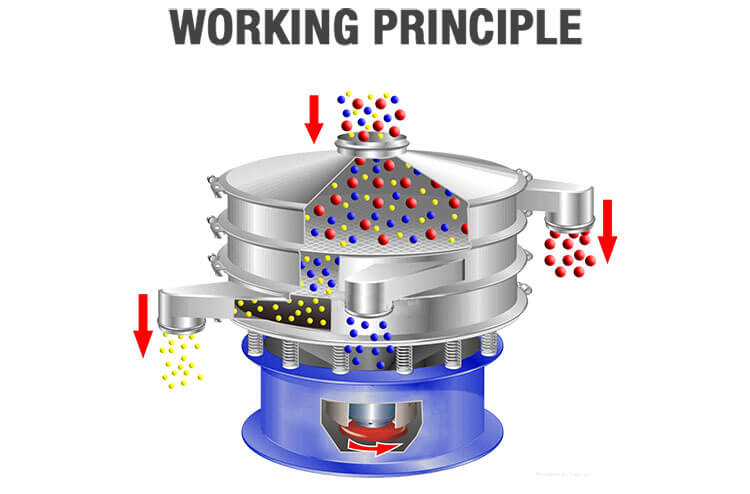
- Gyratory Vibrating Screens: These screens utilize a gyratory motion generated by a gyratory motor, offering enhanced screening accuracy and efficiency. They are suitable for applications requiring gentle handling of delicate products or precise separation of materials with varying densities.
- High-Frequency Vibrating Screens: Designed to operate at high frequencies, these screens improve the screening efficiency of fine materials and are effective in applications demanding high throughput and precise particle separation.

Each type of vibrating screen offers unique advantages and is suited to different processing requirements. Choosing the right type involves considering factors such as the characteristics of the material being processed, desired throughput rates, and the specific operational environmen
Efficiency Enhancements Through Vibrating Screens:
Vibrating screens play a crucial role in enhancing efficiency across various stages of food processing operations:

- Increased Throughput: Properly selected vibrating screens can significantly increase the throughput of a processing line by efficiently separating materials and reducing bottlenecks.
- Improved Product Quality: By accurately sizing and classifying materials, vibrating screens ensure consistent product quality, meeting stringent industry standards and consumer expectations.
- Reduced Downtime: Modern vibrating screens are designed for minimal maintenance and downtime, contributing to continuous production and operational efficiency.
- Energy Efficiency: Advanced vibrating screen technologies, such as high-frequency screens, optimize energy consumption by focusing energy on effective material separation rather than unnecessary motion.
Efficiency enhancements through vibrating screens not only streamline production processes but also contribute to overall cost savings and improved profitability for food processing facilities.
Case Studies: Successful Implementations:
Real-world case studies provide valuable insights into the practical applications and benefits of vibrating screens in food processing:
- Case Study 1: Enhancing Sorting Accuracy in Fruit Processing: A food processing plant integrates high-frequency vibrating screens to accurately sort and grade different sizes of fruits, improving product quality and reducing waste.
- Case Study 2: Optimizing Dewatering in Dairy Production: A dairy facility implements linear vibrating screens to efficiently dewater milk solids, enhancing throughput and maintaining product integrity.
- Case Study 3: Ensuring Food Safety in Seafood Processing: Gyratory vibrating screens are employed in a seafood processing facility to separate shell fragments from processed seafood, ensuring compliance with food safety regulations.
These case studies demonstrate the diverse applications of vibrating screens across various food processing sectors and highlight their role in achieving operational excellence, maintaining hygiene standards, and meeting regulatory requirements.

In conclusion, vibrating screens stand as indispensable tools in the realm of food processing, offering a multitude of benefits that enhance both efficiency and safety. By understanding the nuances of different screen types—whether circular, linear, or gyratory—food processors can make informed decisions to optimize their production lines. Efficiency enhancements through these screens not only improve throughput and product quality but also reduce downtime and operational costs. Moreover, the real-world success stories showcased in our case studies underscore the tangible benefits of integrating vibrating screens into food processing operations. Whether upgrading existing equipment or embarking on new installations, the journey towards maximizing efficiency through vibrating screens is a journey towards sustainable growth and enhanced competitiveness in the dynamic landscape of food processing.