

When it comes to flour handling, efficiency and hygiene are paramount. Enter the vacuum feeder machine—a game-changer for the grain industry. Imagine a system that not only streamlines the transport of flour but also keeps it clean and safe from contamination. In this post, I’ll delve into the incredible efficiency of automatic vacuum feeders in large-scale operations, showcasing how they ensure smooth workflows while cutting down on labor costs. I’ll also explore the hygienic transport these machines offer, drastically reducing contamination risks and maintaining product quality. If you’re looking to elevate your flour handling process, this is the guide you’ve been waiting for!
The Efficiency of Automatic Vacuum Feeders in Large-Scale Flour Operations
In large-scale flour operations, efficiency is key to maintaining productivity and profitability. Automatic vacuum feeders are game-changers in this regard, providing a streamlined solution for moving flour from one point to another with minimal manual intervention. By integrating automation into the flour handling process, these machines significantly reduce labor costs and enhance operational efficiency.

One of the main benefits of using automatic vacuum feeders is their ability to operate continuously without the need for constant supervision. They can be programmed to transport flour based on pre-set schedules or real-time demands, allowing for smooth transitions between different stages of production. This not only minimizes downtime but also ensures that the workflow remains uninterrupted, helping to meet production targets more effectively.
Moreover, automatic vacuum feeders excel in maintaining consistent flow rates, which is essential in large-scale operations. These machines can handle various types of flour and adjust their suction power accordingly, ensuring that flour moves at the desired pace without clogging or excessive spillage. This adaptability is particularly useful when switching between different flour types or during peak production periods.
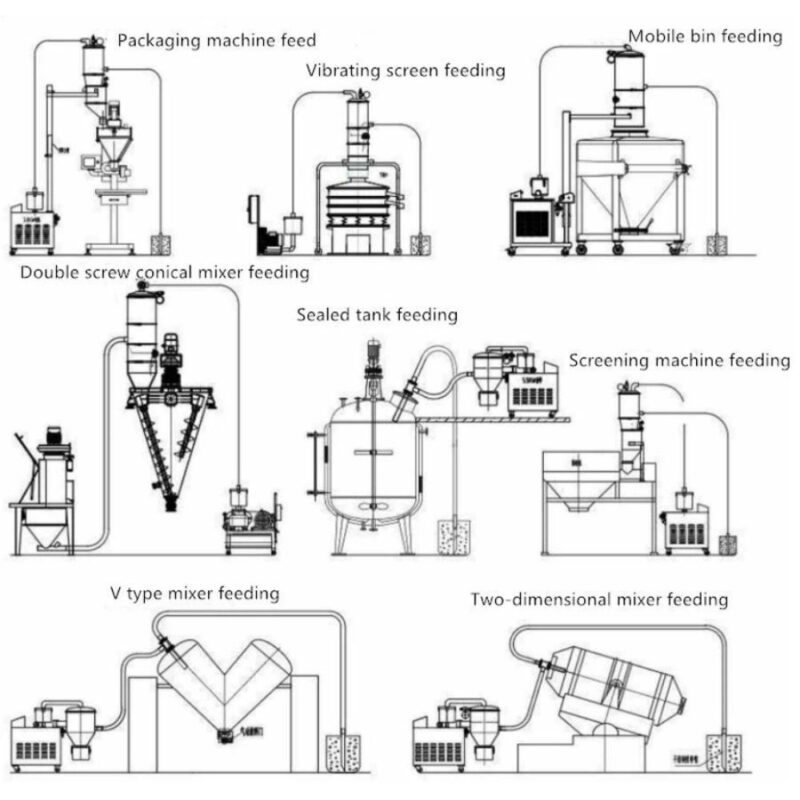
Another efficiency-enhancing feature of automatic vacuum feeders is their ability to integrate with existing production systems. Many modern feeders can be connected to other automated equipment, such as mixers or packaging machines, creating a cohesive workflow. This not only optimizes the overall operation but also simplifies the management of resources and inventory.

In summary, automatic vacuum feeders are invaluable in large-scale flour operations. They enhance efficiency by enabling continuous operation, maintaining consistent flow rates, and integrating seamlessly with other production equipment, ultimately contributing to a more productive and cost-effective flour handling process.
Hygienic Transport: Reducing Contamination Risks with Vacuum Feeders
Hygiene is paramount in flour processing, as even minor contamination can lead to significant quality issues and food safety concerns. Vacuum feeders address these challenges by providing a hygienic transport solution that minimizes contamination risks during the handling of flour.

One of the primary advantages of vacuum feeders is their enclosed transport system. Unlike traditional methods, which may expose flour to open air and potential contaminants, vacuum feeders operate in a sealed environment. This design effectively prevents foreign particles, dust, and contaminants from entering the flour during transport, ensuring that the product remains clean and safe for consumption.
Additionally, many vacuum feeders are constructed from materials that meet stringent hygiene standards. Stainless steel, for instance, is commonly used for its non-porous surface, which is easy to clean and resistant to microbial growth. This choice of materials contributes to the overall hygiene of the system, making it easier to maintain cleanliness between batches and during routine cleaning.

Regular maintenance and cleaning protocols are also simplified with vacuum feeders. Their design allows for easy access to components for cleaning, reducing the time and effort required to ensure the system remains hygienic. Many models even come equipped with features like self-cleaning mechanisms, further enhancing their suitability for sanitary flour handling.
Another key aspect is the reduction of cross-contamination risks when transporting different types of flour. Vacuum feeders can be programmed to switch between various flour products with minimal residual flour left in the system. This capability helps maintain product integrity and ensures that the flour remains pure and uncontaminated.
In summary, vacuum feeders provide a hygienic transport solution for flour handling, significantly reducing contamination risks. Their enclosed design, use of hygienic materials, and ease of maintenance contribute to safer and cleaner flour processing, ultimately ensuring product quality and safety for consumers.
FAQ
1. How does a vacuum feeder work?
The machine creates suction to draw materials into a sealed tube or conveyor system. Once the material reaches its destination, the vacuum pressure is released, allowing the flour to flow into the desired container or processing unit.
2. How do I choose the right vacuum feeder for my flour operation?
Consider factors like capacity, flow rate, compatibility with your existing systems, hygiene features, and maintenance requirements. Assess your specific needs to find the best fit.
3. What maintenance do vacuum feeders require?
Routine maintenance includes cleaning the system, checking for blockages, and inspecting seals and connections. Regular maintenance ensures optimal performance and hygiene.